Particle Collection Mechanisms in a Fabric Filter
Fabric filters take advantage of the fact that particles are larger than gas molecules.
Therefore, when dirty gas is filtered through a filter, the particles are captured on the filter
while the clean gas escapes.
Fabric filters operate through a combination of mechanical particle capture
mechanisms/principles. These mechanisms include; straining, impaction, direct interception
and diffusion. Straining is the process of removing larger particles (larger than filter
pore/opening) or agglomerations thereof. Large particles are removed by impaction, medium
sized particles are removed by direct interception and very small size particles are removed
by diffusion as explained below.
Particles from an industrial source generally float along the gas stream. If we put something
in their path, they would bump into it and under the right circumstances, stay there. As a filter
is having tiny pores in it, it allows the gas molecules to flow through it. These molecules
create a continuous stream around the fiber in the filter.

In case of large particles, because of their too much inertia, they can’t make turn around the fiber and keep going straight ahead until they impact on the fiber’s surface and stay there as shown in above figure. This behavior is called impaction.
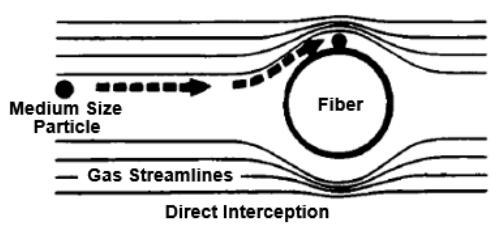
Medium sized particles have less inertia. Actually they tend to start going around the fiber with the gas stream, but they can’t quite make it. So, instead of hitting the fiber head on, as shown in above figure (if the distance between the center of the particle and the outside of the fiber is less than the particle radius), they end up grazing it on the side or being “intercepted”. This behavior is called direct interception.
Impaction and direct interception account for almost 99% collection of the particles greater
than 1 micrometer (µm) in aerodynamic diameter in fabric filter system.
Aerodynamic diameter is the diameter of a sphere of density 1000 kg/m3 with the same
settling velocity as the particle of interest. The aerodynamic diameter standardizes for: Shape (sphere) and Density (the density of a water droplet).

Fabric filters can also collect very small particles, less than 1 µm in aerodynamic diameter. One would think that this size particle would be carried right along with the gas stream. In fact, these particles are so small, they just sort of bounce around and deflect slightly when they are stuck by gas molecules. This individual or random motion causes them to be distributed throughout the gas as shown in above figure and is known as Brownian Motion or Brownian Diffusion. The particle may have a different velocity than the gas stream and
at some point could come in contact with the fiber and be collected. This behavior is called diffusion.
Fabric Filtration Mechanisms
A fiber is any long, thin (length / diameter ≥ 100) hair-like material. A fabric is a stable collection of fibers attached to each other so as to retain a permanent structure.
Woven fabrics are the traditional textile fabric. Fibers are first formed into yarns (threads) and the yarns are then woven together to make a woven fabric. Woven fabrics have a definite repeated weave pattern. Various weaving patterns (for example, plain weave, twill weave, etc.) increase or decrease the amount of space between yarns and affects the permeability of the fabric. A tighter weave has lower permeability and, therefore, captures fine particles more efficiently. A nonwoven (felted) fabric is made from long fibers, bonded
together by chemical, mechanical, heat or solvent treatment. A nonwoven fabric, fibrous mat, is often called needlefelt or felt. Most bags are either completely or partially made by weaving since nonwoven fabrics are generally attached to a woven base called a scrim.
Fabric filtration can be subdivided into two mechanisms/modes: cake filtration and
noncake/depth filtration.
Cake Filtration
In a woven fabric filter, particles get collected by a ‘sieving’ mechanism in which particles too
large to pass through the mesh of the fabric are caught and retained on the surface of the
filter. The caught particles gradually build up a cake on the fabric surface so that the
labyrinthine nature of the gas flow path continually increases while the effective mesh size
decreases. Some particles escape through the filter until the cake is formed. The collection
efficiency of the filter will therefore tend to improve with use. However, the pressure drop
across the filter increases. Hence, optimum operating cake layer/thickness is a trade-off
between collection efficiency and pressure drop and regular cleaning is essential to maintain
the pressure drop at an operational level.

As collection efficiency during the initial cake construction period is lower than after a uniform cake has been established, operation without a dust cake is undesirable and is minimized. As shown in above figure, because filtering takes place primarily due to presence of the dust cake, this type of filtering is called cake filtration.
It is recommended that during the initial cake construction period, the air flow rate be lowered to half of the standard for about two hours and then increased stage by stage to prevent the finer particles from clogging the filter.
As the dust cake is formed on surface of the woven fabric, they are suitable for low energy
cleaning methods such as shaking or reverse air flow through the filter bags.
Noncake/Depth Filtration

In a nonwoven fabric, particles are mostly caught by their impingement on the fibres within the fabric. Hence, this type of filtration is often referred to as ‘depth filtration’ to distinguish it from ‘sieving’. The actual flow paths followed by the gas passing through a depth filter are extremely tortuous, and a particle unable to follow these paths is given a trajectory which sooner or later brings it into contact with a fiber where it adheres, largely as a result of Vander Waal’s forces. Since particles have to be removed from depth, a high energy cleaning technique such as pulse jet is required for their cleaning.
Dust cake forms slower in a nonwoven fabric than in a woven fabric because the flow is relatively uniform across the fabric surface rather than concentrated through a discrete number of openings in the weave of woven fabric. In a woven fabric, filling of the openings (the free area) with dust occurs more rapidly because of the concentrated flow through them. The relatively high cleaning frequency, characteristic of nonwoven fabric also suppresses cake formation. Due to this, dust cake never becomes fully established and the primary filtration media is the dust-loaded fabric itself. Hence this type of filtering is called noncake filtration. A nonwoven fabric is generally used for filtering very fine particles.
Felted bags should not be used in high humidity situations, especially if the particles are
hygroscopic (these particles have an affinity to absorb moisture and thus become sticky)
because clogging or blinding could result in such situations.
It may be noted that in both these filtration mechanisms, the filtration media includes
collected dust. In dust cake filtration, collected dust is the primary filtration media, implying
that understanding the dust properties is the key to understanding the filtration performance.
In nondust cake filtration, the fabric and the collected dust both make up the filtration media
so that both fabric and dust properties are important in understanding noncake filtration.
Pre-coating / Seeding
For a baghouse to operate efficiently, the fabric filters must first capture the particles and then release them during the cleaning cycle. The effectiveness of this process depends on the development of the dust cake (initial control layer of dust) that protects the fabric interstices.

As shown in above figure, unprotected new fabric interstices work like miniature venturis to accelerate airflow through the fabric, causing particulate impingement resulting in blinding.
Pre-coating is the application of a relatively coarse, dry dust to a filter element before startup to provide an initial filter cake for immediate high efficiency and to protect filter elements from blinding.
Fine, moist, or adhesive dusts will contribute to premature blinding of filter media. Precoating of the filter media with a layer of an inert dust of known particle size distribution, such as lime, calcium carbonate (CaCO3) or fly ash, can minimize problems associated with these type of dusts.

However, a variety of particle sizes and shapes are needed to produce an efficient and porous dust cake. Particles that are having similar shapes and sizes will form a very dense dust cake that restricts airflow. As per General Electric Company, Neutralite® Powder manufactured by them creates a more efficient and porous dust cake as it consists of microscopic particles that vary dramatically in shape, while most other pre-coats have only one particle size. As Neutralite is also lighter than lime and fly ash, it will not fall off the bags during cleaning.
General Electric Company recommends use of Neutralite® SR (Spark Retardant) if the
operation has the potential for hot sparks in the gas stream entering the baghouse. It offers
following additional benefits in addition to benefits provided by the regular Neutralite powder.
Provides a protective barrier between the fabric and sparks in the gas stream
Helps extinguish sparks before they damage the bag
Absorbs up to 300% its weight in moisture and 250% its weight in oil and hydrocarbons
to help prevent filter bag damage


